ACRÍLICOS, MATERIALES DE IMPRESIÓN, RESINAS COMPUESTAS…Polímeros Resilentes
Polímeros
● Del griego «poly»: muchos y mero: Parte, segmento.
● Son macromoléculas (generalmente orgánicas) que están más o menos una al lado de las otras, enredadas y unidas entre sí.
● Polímeros: formados por la unión de moléculas más pequeñas llamadas meros.
● Átomos de Carbono unidos por enlaces covalentes que forman la espina dorsal de la cadena.
● Las diferencias de comportamiento (y de características) se deben a diferencias entre sus:
○ Estructuras moleculares
○ Pm
○ Cantidad y tipos de enlaces
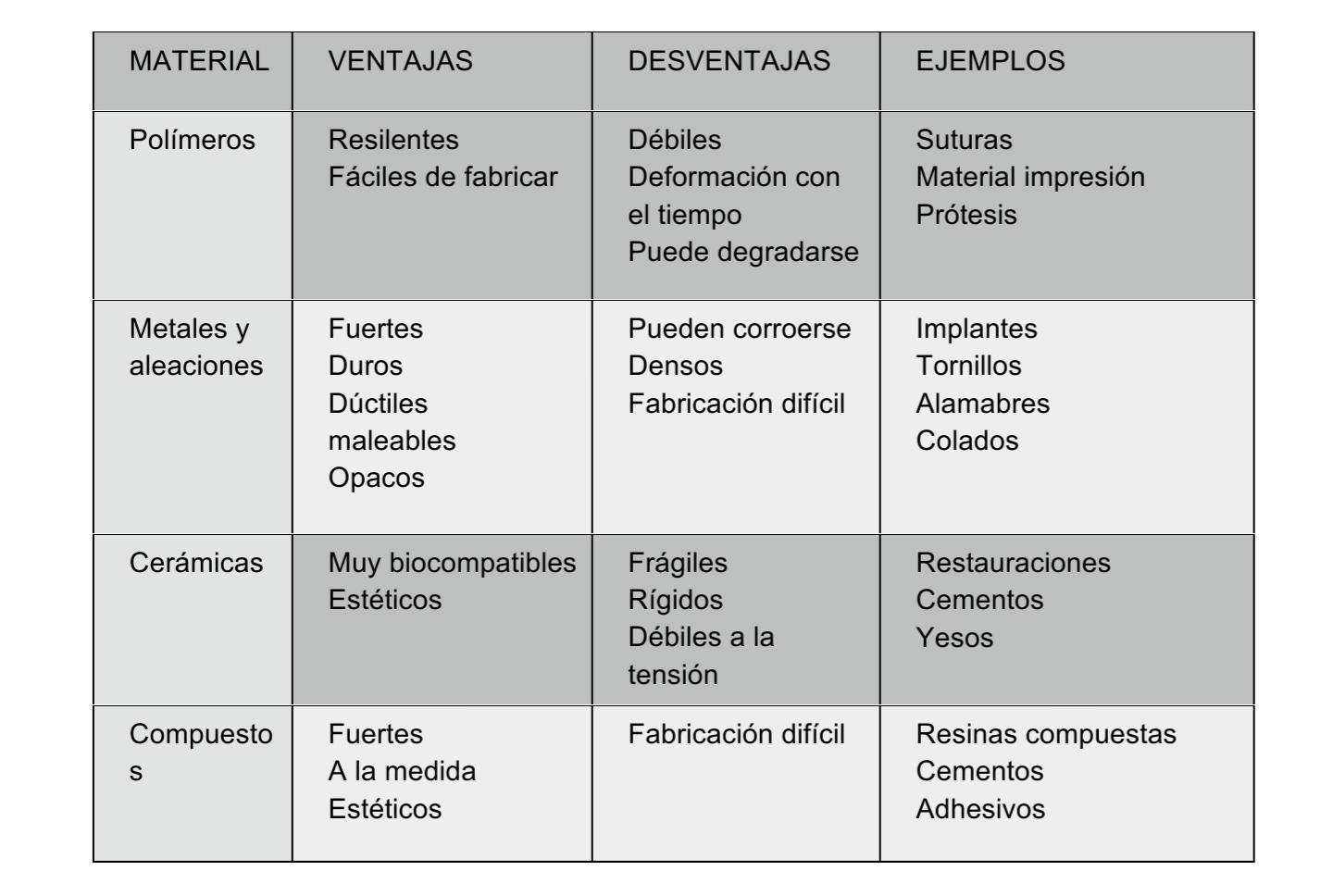
● Ventajas: son resilientes (admiten cierta deformación), fáciles de fabricar. Desventajas: son débiles, se deforman con el tiempo, pueden degradarse.
● Ejemplos: Suturas, materiales de impresión, prótesis…
● Sinónimos:
– Resinas→ Jugos emanados de los árboles.
– Plásticos→ Polímeros, naturales o artificiales, fácilmente moldeables.
– Plastómeros→ Plásticos, en general.
– Elastomeros
GENERALIDADES
● Estructura más compleja que metales o cerámicas.
● Macromoléculas formadas por la unión de moléculas más pequeñas.
● Baratos y fáciles de preparar.
● Menos resistencia y módulo que metales y cerámicas (son más elásticos).
● Debido la predominancia de enlaces covalentes: suelen ser malos conductores.
● Generalmente más resistentes a los agentes químicos que los metales.
● Su exposición prolongada a los UV o a solventes pueden hacer que se degraden sus propiedades, ya que provocan que se entrecruzen más los enlaces, aumentando la rigidez de estos, y por tanto también su fragilidad. Se degradan fácilmente.
Clasificaciones
1. ORIGEN
● Naturales (son procesados también, pero de origen natural).
– Proteínas, ácidos nucleicos, los polisacáridos (celulosa, quitina), el hule o caucho natural, la lignin, agar, alginato, lino, algodón, ceras…
● Semi-sintéticos.
– Nitrocelulosa, caucho vulcanizado…
● Sintéticos (los que se usan mayoritariamente).
– Nylon, poliestireno, Policloruro de vinilo (PVC), polietileno…
2. COMPOSICIÓN
● Según la homogeneidad de sus monómeros:
– Homopolímeros (un tipo): todos los monómeros iguales.
– Copolímeros (dos tipos).
– Terpolímeros (tres tipos).
● Según su composición química:
– Orgánicos: Cadena principal con átomos de carbono.
✓ Vinílicos. Sólo hay átomos de carbono
✓ No vinílicos. Hay carbono y algo más.
– Inorgánicos: La cadena principal está basada en S (azufre) o silicio.
3. ESTRUCTURA
● Muy importante ya que está relacionada con su rigidez y resistencia. Según se distribuyan sus monómeros:
– Lineal
– Entrecruzados
○ Hay dos grandes tipos de entrecruzados:
➢ Con estructura entrecruzada pero ordenada.
➢ Entrecruzados al azar.
– Ramificados.
● Tacticidad o disposición estereoquímica: cómo están organizados los monómeros en el espacio.
○ Isotacticidad: todos los monómeros están dispuestos igual; orden máximo. Son siempre cristalinos. Forman hélices que formarán parte de un cristal.
○ Sindiotacticidad: ordenados pero alternando; A veces forman cristales.
○ Atácticos: sin ningún orden, de manera caótica, al azar. Rara vez
NOTA*: los polímeros nunca son cristalinos, porque no hay una estructura tridimensional que se repita n veces. Sin embargo, algunos tienen comportamiento cristalino.
4. REACCIÓN DE POLIMERIZACIÓN
● Adición. Se adhieren unas moléculas con otras y no hay más productos. No hay productos secundarios ya que no son necesarios.
● Condensación. Dos moléculas se juntan liberando otros productos (sí hay productos secundarios). Suelen tener más reacción de contracción porque esos residuos se pierden por algún lado, en volumen.
5. COMPORTAMIENTO TÉRMICO
● Termoplástico:
– Cuando se eleva la temperatura (a relativamente alta la temperatura):
✓ Se vuelven plásticos o deformables.
✓ Se derrite cuando se calienta.
– Endurece en un estado vítreo cuando se enfría lo suficiente.
– La mayor parte son polímeros de alto peso molecular.
– Después de calentarse y moldearse pueden recalentarse y formar otros objetos.
– Sus propiedades físicas cambian gradualmente si se funden y se moldean varias veces (historial térmico), generalmente disminuyen estas propiedades. Cuando tu lo fundes-lo enferías-lo fundes-lo enfrías… sus características van cambiando.
– Tienen transición vítrea.
● Termoestable:
– Después de enfriarse la forma no cambia.
– No funden al elevarlos a altas temperaturas, sino que se queman, siendo imposible volver a moldearlos.
– Ni se derriten, ni tienen transición vítrea, ya que se queman.
TRANSICIÓN VÍTREA
– El comportamiento bajo cargas es complejo porque depende de la temperatura y el tiempo.
✓ Anelasticidad (viscoelasticidad).
– En muchos polímeros la E (el módulo, es decir, la rigidez que tienen) cambia mucho entre 20 y 200ºC (mucho más que en metales o cerámicas).
○ Por encima de Tg (temperatura de transición), E (el módulo) es muy bajo y el polímero tiene un comportamiento viscoso.
○ Por debajo de la temperatura de transición (Tg) el módulo es más alto y el polímero tiene un comportamiento parecido al elástico.
Hay materiales que se manejan a temperaturas más bajas, se reblandecen a temperaturas bajas:
– Cuando la temperatura disminuye, el polímero se contrae (las cadenas se mueven menos y se atraen más).
– Como disminuye el volumen libre (los espacios entre las moléculas), los segmentos de las cadenas tienen cada vez menos lugar para girar, hasta que al llegar a Tg, dejan de hacerlo: el material se pone rígido.
○ Se vuelve vítreo, es decir, frágil, porque sus cadenas aunque todavía vibran ya no pueden girar para cambiar su posición, y no tiene manera de amortiguar los impactos.
– Temperatura de transición vítrea: temperatura a la que ocurre la transición vítrea.
– Es un proceso de derretimiento pero en fases. A medida que vamos calentando el material, este se va volviendo más gomoso y menos rígido.
NOTA*: no todos los polímeros tienen transición vítrea
○ Cuando un polímero que está reblandecido y se va enfriando, sus moléculas cada vez se pueden mover menos porque cada vez es más rígido, se vuelve rígido poco a poco. En ese momento, el material que antes era viscoso y fluido se vuelve vítreo, es decir, a los efectos se vuelve frágil.
○ El material se va reblandeciendo, llegan al punto de transición vítrea (disminución del módulo relativamente rápida) y pasan a una fase gomosa (lo estiras y vuelve), después se vuelven viscosos. Esto es típico de los polímeros cuando los vamos calentando poco a poco.
– Temperatura de transición vítrea no es lo mismo que punto de fusión. Un polímero a menudo tendrá dominios tanto cristalinos como amorfos, de modo que la muestra exhibirá un punto de fusión, Tf (temperatura de fusión), y una Tg (transición vítrea). Pero las cadenas que funden no son las mismas cadenas que experimentan transición vítrea.
– En la fusión, a partir de una determinada temperatura, el material se vuelve directamente líquido, sin transición vítrea. Esto ocurre en los cristalinos, ya que en caso de los amorfos, sí tienen transición vítrea, es decir, a medida que se van calentando van pasando por los procesos sucesivos antes mencionados.
6. CRISTALIZACIÓN→ no hay cristalización, no son cristalinos. Según su comportamiento cristalino…
● Las macromoléculas se alinean parcialmente, doblándose y formando regiones con más ordenación (lamelas). Las moléculas lineales se empaquetan y se alinean (en un patrón, un orden) mucho más fácilmente que las moléculas ramificadas o con enlaces cruzados. Presentan difracción, una característica de las estructuras cristalinas.
● Las moléculas ramificadas y con enlaces cruzados no generan patrones regulares y, por tanto, los polímeros son no cristalinos (muchas moléculas no alineadas) o amorfos (casi ninguna molécula alineada).
– Los polímeros amorfos no tienen puntos de fusión, sino temperaturas de transición vítrea Tg, intervalos en los que se reblandecen poco a poco a medida que aumenta la temperatura.
– Cuanto más lineal es la molécula más fácil que sea un cristal que otro que esté desorganizado.
AMORFOS
Presente en todos los plásticos, ya que aún en los polímeros “cristalinos” hay porciones de material amorfo, por lo que en realidad son materiales semicristalinos.
Cuando un polímero semicristalino se funde el fundido es amorfo.
A bajas temperaturas son vidriosos, duros y frágiles.
CRISTALINOS
Presente cierto orden, reflejado en el hecho de que posee un cierto patrón de difracción de rayos X. La cristalinidad depende en gran parte de la tacticidad (como de regulares son las cadenas) de la cadena y la regularidad de la misma.
Los polímeros pueden tener muchas zonas cristalinas, por lo que decimos que son cristalinos, o pueden tener pocas, por lo que decimos que son amorfos. Pero hay muchas escalas entre cristalinos y amorfos.
ADITIVOS
● Monómeros (prepolímeros).
● Agentes de entrecruzamiento. Agentes, monómeros o prepolímeros con enorme reactividad, son cadenas más cortas y sirven para unir entre sí las cadenas de polímeros, de manera que volverán el polímero más rígido.
● Inhibidores: para que no polimericen mientras están almacenados
● Estabilizadores: para evitar que empiece una reacción antes de lo deseado y para que después de esta mantenga la forma.
● Plastificantes: como el caso del agua, que al meterse en las uñas por ejemplo, disminuyen la rigidez de estas.
● Rellenos: como el caso de las resinas compuestas (que son polímeros con piedras dentro). Con el relleno buscamos aumentar la rigidez y aumentar la resistencia al impacto y al desgaste. Los rellenos pueden ser:
○ Partículas
○ Fibras
○ Radiopacificadores
● Acoplantes y Pigmentos
MANIPULACIÓN POR…
● Moldeo por:
– Compresión (el único relevante):
✓ Manual (ejemplo: las obturaciones, añadimos poco a poco cantidad de material para tapar la cavidad del diente)
✓ Mecánica.
– Transferencia.
– Inyección.
– Soplado (así se hacen las botellas, usas un polímero caliente, lo metes en el molde, soplas y obtienes la botella).
– Rotación.
● Extrusión: Se meten los polvos, se empujan, se calientan y obtenemos un sólido. Es inyectarlo a presión en un hueco.
● Calandrado.
● Termoformado. Cortas una barra de metal caliente.
● Colado. Se usa mucho en odontología. Hacemos un molde y echamos el polímero, esperamos a que endurezca y lo sacamos. El molde puede ser tan complejo como una dentadura. Esto es colado en frío, tienes un hueco, viertes el polímero en frío, lo dejas enfriar y tienes la copia del molde.
● Hilado.
VENTAJAS de los polímeros en general:
● Envejecimiento lento: En un tiempo razonable para su vida útil. Porque son macromoléculas y las macromoléculas en sí son difíciles de cambiar.
● Buenas cualidades organolépticas. Se les puede dar apariencia, tacto e incluso sabor aceptable.
● Buenos aislantes térmicos y eléctricos..
● Fácilmente moldeables: No se requieren altas temperaturas o maquinaria excesivamente complicada.
● Bajos puntos de transición vítrea. No hace falta una maquinaria muy sofisticada, por lo que es más barato, ya que será más fácil modelar el plástico.
● Bajo costo.
DESVENTAJAS de los polímeros:
● Solubles en hidrocarburos aromáticos, cetonas, etc.
● Alto coeficiente de expansión térmica: con el calor se expanden mucho. En general, esto no es bueno en nuestro ámbito.
● Contracción de polimerización. Es inevitable, sean polímeros por adición o por condensación, de cualquier manera contraen.
● Sorción acuosa: que incorporan/absorben agua, con residuos, bacterias, etc. Los materiales se hinchan, además se tiñen por los colorantes, tintes… El polímero se volverá más blando (menos rígido) y aumentará de volumen.
(DES)VENTAJAS. Pueden ser ventajas o desventajas según como lo veamos y dependiendo del caso:
● Poco densos, puede ser una ventaja por ejemplo en el proceso de fabricación es más fácil su uso y además menos pesados, pero por el contrario son menos rígidos, más blandos.
● Poca resistencia mecánica: Blandos, poco rígidos, bajo módulo de elasticidad (E), en comparación con los metales y las cerámicas.
Estas dos cosas pueden ser buenas o malas según el uso que le quieras dar.
Algunos polímeros
POLÍMEROS ACRÍLICOS: Los acrílicos que usamos nosotros en general tienen un polvo y un líquido.
En el polvo en general hay pequeñas cadenas ya polimerizadas porque si no serían inmanejables, además suelen tener plastificantes y el iniciador: polímero, prepolímero, copolímero, pigmentos, plastificantes.
El líquido:
● Monómero
● Agente de entrecruzamiento (moléculas pequeñas que sirven para unir a las grandes, esto aumenta el entrecruzamiento y hace al material muy resistente, en general suele ser un dimetacrilato)
● Activador (dimetil-p-toluidina y calor)
● Inhibidor
El activador es el que hace que el iniciador se vuelva activo.
La activación proporciona energía al iniciador para que produzca radicales. Esa energía puede ser mediante luz (fotopolimerización), mediante algún compuesto (químiopolimerización) y por calor (termopolimerización).
Si usamos luz, el iniciador puede ser canforoquinona (amarillento), fenilpropanodiona (menos amarillento), lucerina (color neutral) e Irgacure. Estas se diferencian en la longitud de onda y en sus propiedades, como el color.Si usamos compuestos (quimiopolimerización), los iniciadores pueden ser tri-n-butil borano (muy reactivo, muy inestable) o peróxido de benzoilo (incoloro, más estable). Este último se usa tanto en quimiopolimerización como en termopolimerización.
Para que esta reacción no se dispare tenemos los inhibidores, que sirven para matizar, graduarlos. Hacen que duren más. Recogen los radicales libres producidos prematuramente.
● ACRÍLICOS
Suelen ser un polvo o un líquido. En el polvo hay prepolímeros (polímero parcialmente formado), plastificante (le da una capacidad de deformación, de moldearse, lo vuelve más plástico, más cambiable, deformable). En el polvo está el iniciador (peróxido de benzoilo). En el líquido tenemos metil metacrilato, dimetacrilato de etilenglicol, el activador, y el inhibidor.
Si polimerizamos mediante calor no es lo mismo que si lo polimerizamos mediante mezcla.
– El peso molecular de las cadenas finales está gobernado por cuantos monómeros se han podido entrelazar, sigue habiendo el mismo número de monómeros pero cadenas más largas o más pequeñas. En la foto y la quimio, el peso molecular es menor que en la termo ya que lleva más tiempo y además termomovilidad, disminuye la viscosidad con la temperatura, favorece la migración de las cadenas polimerizantes, como el peso molecular es más alto, las cadenas dentro son más largas, siendo de esta forma el material más duro y más rígido. Las cadenas grandes deslizan peor que las cadenas pequeñas, y además si están entrecruzadas poseerán una mayor rigidez.
– El grado de curado (eficacia de uniones): en la fotopolimerización muy bajo, en la quimio bajo pero menos y en la termo bastante alto, porque las cadenas son grandes y la fluidez también, la viscosidades baja. En la foto es muy bajo porque la reacción es más rápida.
El número de enlaces que se producen es mayor siempre en la termopolimerización, intermedio en la quimio y mucho menor en la fotopolimerización.
Mucho más resistente mecánicamente la termo, luego la quimio y después la foto, esto se debe al número de enlaces, a la calidad real del producto final…
Hay más porosidad en la quimiopolimerización, porque siempre son de mezcla, y por lo tanto, se incorporan poros. En la foto y termo la porosidad es casi similar
Son más rígidos los termo porque tienen mayor peso molecular (mayor longitud de cadenas, se deslizan menos).
Propiedades mecánicas (resistencia a la fractura, dureza, energia de superficie): el más resistente es el termo porque tiene más enlaces, es más rigido, +PM. el foto tiene propiedades mecánicas peores porque al foto no le ha dado tiempo de nada.
Los acrílicos tienen:
– Gran contracción de polimerización. Es casi todo resina, por lo que tienen gran contracción. En teoría 6-7%.En práctica se puede minimizar por diferentes procedimientos hasta un 0,2-0,5%. Cuanto más extensos, más contracción de polimerización, ya que se pierden más espacios. En realidad la contracción de polimerización es la misma proporcionalmente, pero en magnitud general (el tamaño), será mayor cuanta más extensión haya, ya que se pierden más espacios. Cuanto más relleno, menor contracción (ya que el relleno interfiere en las uniones de la polimerización), y como los acrílicos no tienen relleno, contraen mucho.
– Siempre reacción exotérmica. Hay veces que estos materiales se usan en boca. Si imaginamos un señor que tiene una prótesis: los rebordes alveolares disminuyen. Tenemos dos opciones: sacar la prótesis poner de nuevo acrílico y volverla a poner, adaptándose mejor a la nueva situación. Para ello la tiene que tener puesta mientras polimeriza (por tanto se queja porque se quema), y en el interior se produce la reacción exotérmica.
– Porosidad.
– Sorción: Absorben agua, poca pero absorben. Absorben más agua aquellos que están menos polimerizados, porque tienen más hueco.
– Densidad baja.
– Radiotransparentes.
– Baja conductividad térmica y eléctrica.
– Alto coeficiente de expansión térmica.
– Se pueden conseguir buenos efectos estéticos.
Manejo de los acrílicos:
● Vertido.
● Empaquetado manual.
● Inyección.
Muflas: recipientes donde ponemos la dentadura, lo cerramos y calentamos, desapareciendo la cera y quedando los dientes. Entonces vertemos el acrílico, volvemos a cerrar, esperamos a que polimerice y retocamos.
OTROS ACRÍLICOS:
NATURALES/ARTIFICIALES: ISOPRENO (2-metil 1,3-butadieno).
● Isómero CIS: goma natural (dique). Por ejemplo: El dique de goma (es muy recomendable su uso, da seguridad y calidad).
● Isómero TRANS 1,4-polyisoprene: gutapercha. Son las puntas que utilizamos para rellenar el conducto del nervio de los dientes cuando ya lo has limpiado, vaciado, en una endodoncia se meten muchas puntas y se comprimen entre sí.La gutapercha tiene gutapercha, óxido de cinc, ceras o resinas, colorantes, materiales radiopacos, antioxidantes, etc.
– CARACTERÍSTICAS GUTAPERCHA:
– Translúcida: Es negativo
– Componenetes: isómero TRANS 1,4-polyisopreno y gutapercha, óxido de zinc, ceras o resinas, colorantes, materiales radiopacos, antioxidantes, etc.
– Grisáceo-rojiza: Se diferencia del diente.
– Viscoelástica. Cuando se calienta se vuelve gomosa.
– Termoplástica
● Rígida a temperatura ambiente.
● A 25-30º se ablanda. (comportamiento gomoso).
● A 60º fluida. (comportamiento viscoso)
– A 100º se descompone.
– Con disolventes orgánicos sencillos (cloroformo, eucaliptol) se disuelven.
– Sella mal preparaciones cavitarias: Es negativo.
– Sella bien conductos. Es el material de elección para rellenar los conductos radiculares, sean cuales sean los tratamientos.
– Expansión térmica estable al endurecer.
– Levemente antiséptica.
– No adherente: Es negativo
– Poca rigidez: Es negativo, demasiado elástica, se maneja mal al intentarla meter dentro de un conducto estrecho.
– Aislante.
– Fácil remoción.
NATURALES/ARTIFICIALES: CERAS
Las ceras odontológicas son siempre mezclas de ceras, para adecuar temperaturas, consistencias, etc. Pueden ser:
● Naturales:
○ Animales (de abeja, espermaceti)
○ Vegetales (palma de carnauba, Candelilla, Manteca de cacao, Uricuri, Cera de Japón)
○ Minerales.
● Artificiales: polímeros.
Se usan para: plancha, barras, rollos, bloques, tiras, preformadas, etc.
CARACTERÍSTICAS de las ceras:
● Termoplasticidad: se pueden ablandar, fluir y derretirse
● Bajo intervalo de fusión: como son materiales compuestos no tienen un punto de fusión, sino que un intervalo.
● Alto coeficiente de expansión térmica: Se dilatan mucho al calentarse y se contraen cuando se enfrían (aunque no es muy importante, porque no se suele dejar cera en la boca, únicamente en ortodoncia cuando te molesta un poco, pero no es relevante, en ese caso no afecta) INCONVENIENTE, no es bueno para hacer patrones.
● Tensiones residuales. Esto sí es importante. En las ceras hay tensiones residuales porque son mezclas de polímeros y la temperatura a la que endurecen no es la misma en todos sus componentes, hay un rango. Por tanto, cuando sacamos de la boca pensando que ya está dura, sigue endureciendo fuera, porque hay diferentes rangos. No se calienta ni se enfría homogéneamente, por lo que cuando está fría mantiene unas tensiones residuales y es poco estable.
● Mala estabilidad dimensional. Debido a las tensiones residuales.
● Intervalo (que no punto) de fusión: se funden entre tanto y tanto, no un punto porque es un conjunto de cosas, no es todo igual, son compuestos como pasa en las aleaciones. En cambio el oro tiene punto de fusión porque es todo igual.
● Conductividad térmica baja.
SE USAN PARA:
● Patrones para…
– Metales: incrustaciones, coronas, puentes; estructura de prótesis parcial removible.
– Resinas: prótesis parciales o totales.
– Vitrocerámicas.
● Registros de oclusión: «Galleta» de cera que muerdes para relacionar las dos arcadas.
● Hemostasia quirúrgica.
● Usos auxiliares: suplemento de cubetas, encofrados, por ejemplo los jitos.
NATURALES/ARTIFICIALES: SEDA.
● Es un polímero (tiras de polímero).Finos filamentos:
– De nylon.
– De plástico (teflón o polietileno).
NATURALES/ARTIFICIALES: HILOS DE SUTURA.
Dos grandes familias: Los naturales ya no se utilizan.
● Absorbibles (desaparecen con el tiempo):
○ Naturales:
✓ Catgut→ no se usa, era de tripas de animal, sobre todo de gato.
✓ Colágeno
○ Artificiales:
✓ Ácido poliglicólico, poliglactín, ácido polidioxanona, poligluconato
● No absorbibles (no desaparecen):
○ Naturales. seda, lino, algodón…
○ Artificiales. poliéster, poliamida…
NATURALES/ARTIFICIALES: CELULOSAS.
○ Rollos de algodón. Para secar la cavidad, aislamiento parcial.
○ Puntas de papel. Para secar conductos antes de obturar. Misma forma que la gutapercha.
○ Cuñas de madera. Para separar dientes, sujetar las matrices.
Aunque tienen restos de los materiales mencionados, son básicamente polímeros.
NATURALES/ARTIFICIALES: BARNICES: Para proteger los dientes, ya no se usan casi, solo los barnices para fluorizar.
POLIAMIDAS:
● Gran cantidad de hilos y suturas.
● Cepillos de dientes son poliamidas.
POLIACETATO: Coronas transparentes que se rellenan, son temporales.
RESINAS EPOXI: Positivado de modelos de trabajo.
POLICARBONATOS: Coronas provisionales y separadores.
SILANOS
Se usan en los procedimientos para unir entre sí materiales orgánicos (basado en carbono, carbono cadena principal, ejemplo: los polímeros) e inorgánicos (cadena principal no carbono, ejemplo: tierra). Cuando queremos unir un metal a una resina o un metal a una cerámica.
– Gamma-metacril-oxipropil-trimetoxisilano. Que todo el mundo llama «el silado/exilano??». Tiene un lado orgánico y otro inorgánico. A través del O2 es capaz de unirse al silicio del material inorgánico si la tiene (formando puentes), es decir, se va a unir a las cerámicas y a los metales menos. Por el otro lado se va a unir a un material inorgánico. Además se puede unir a las moléculas vecinas formando una capa.
MATERIALES DE IMPRESIÓN (al mismo “nivel” que los acrílicos)
En los materiales de impresión vamos a hablar de polímeros, pero no todos lo son: Por ejemplo el yeso y el óxido de Zn-Eugenol.
Los clasificaremos entre rígidos y elásticos:
● Rígidos: Polimerización y curado químico, el yeso y el oxido de zinc-eugenol. También tenemos material rígido que se manejaba mediante cambios térmicos, como la godiva (material que se calienta y se pone blando, es reutilizable) y las ceras (muy raramente hoy en día se utilizan para tomar impresiones)
El ox. Zn-eugenol se utiliza para personas desdentadas.
● Elásticos: Hay dos familias: los que son acuosos y los que no lo son.
– Acuosos-hidrocoloides: Hay reversibles como la gelatina o agar, e irreversibles como el alginato.
– No acuosos: Todos irreversibles: Silicona, poliéteres y polisulfuros.
En los elásticos reversibles solo hay uno que es la Gelatina-Agar.
Los que se usan hoy en día son los elásticos. La gelatina tampoco la usaremos.
Impresión simple es una impresión tomada en un viaje.
Doble impresión: Tomamos una impresión, la sacamos y después de sacarla le quitamos lo que impediría que vuelva a entrar, pones un material más fluido lo vuelves a meter en la boca, este material más fluido se mete entre los espacios que quedan entre la 1ª impresión y los dientes. La primera impresión que hemos tomado es realmente una cubeta a la medida. Tenemos una impresión primaria y otra secundaria o correctora.
A los materiales de impresión se les pide:
● Que sean exactos. La exactitud es la capacidad de reproducir los detalles. Cuánto reproduce la realidad, que es lo que queremos. Cuánto mediante la impresión que estoy tomando estoy representando la realidad (la precisión es cuánto se parecen entre sí las mediciones).
● Estabilidad dimensional.
● Fáciles de manipular.
● Otros: cubetas, coste, sabor, color…
1. EXACTITUD
○ Interacción con fluidos (saliva): Hay muchos materiales de impresión hidrofóbicos cuando un surco está ocupado por agua no entran. Requieren un campo seco, tienes que conseguir que esté seca la boca, lo cual a veces es muy difícil.
○ Mojado por el yeso: La impresión que tú has tomado se tiene que mojar por el yeso. Los materiales hidrofóbicos se mojan mal, el agua del yeso no entra en la impresión. Puedes tener una impresión buenísima pero si el yeso no la reproduce no tienes nada.
○ Cuando fraguan, polimerizan o endurecen siempre hay una contracción. Entonces lo que ocurre es que el modelo será un poco mayor de lo que era el original, porque se contrae hacia donde está sujeto (hacia la cubeta) de manera que aumentará levemente. No hay ningún material que no cambie de dimensiones cuando fragua, polimeriza, endurece… La escayola cambia de dimensiones al endurecer porque se forman cristales, las ceras cambian cuando se enfrían…
○ Cambios térmicos: El paciente tiene la boca a 35-36º. Cuando lo sacamos si la habitación está a 18º habrá diferencias de temperatura. Cuando hay cambios térmicos normalmente lo que ocurre es que se enfría, y al enfriarse la cubeta se contrae un poco, y el material contrae hacia la cubeta, por tanto todavía aún más el modelo se distorsionará. Hay ligerísimas distorsiones, y ese balance es muy importante, ya que son pequeñas pero notables.
Enfriamientos al sacarlo de la boca (unos 10 grados C): Contracción, con cambios en el espacio de la impresión.
– De la cubeta: Se reduce.
– Del material: Se amplía.
○ Propiedades elásticas: Si el material no es elástico no cederá para sacarlo. Sin embargo el material al ceder luego recupera, pero no siempre recuperará el 100% por muy elástico que sea. Cuanto más elástico sea el material más se deformará y más se recuperará, pero no todos son iguales. La elasticidad perfecta no existe, recuperan pero siempre hay una pequeña plasticidad, nunca vuelven 100% a como estaban antes.
○ Resistencia al desgarro: Es muy importante. Cuando el material de impresión no resiste bien al desgarro se rompe, perdiendo ese detalle. Los materiales se meten por todos los sitios y si se meten por láminas muy finas al salir se pueden desgarrar por lo que no verás eso que se ha desgarrado porque no se ha reproducido. Espacios interproximales, bordes finos.
2. ESTABILIDAD DIMENSIONAL
Es importante que el material se mantenga estable a lo largo del tiempo ya que muchas veces el vaciado no se hace inmediatamente (puede ser por falta de tiempo, porque el laboratorio esté lejos (incluso en otro país)), y lo posponemos horas, días… Las reacciones de polimerización y fraguado (como ocurre con la polimerización en oscuro por ejemplo) continúa días y horas y el material cambia y cambian sus dimensiones… Ese material continúa una cierta polimerización, produciendo pequeños cambios dimensionales. También hay liberación de estreses térmicos (godiva), volatilización o evaporación de substancias: Contracción. Los materiales cambian, la estabilidad dimensional es muy difícil de conseguir, lo mejor es no arriesgarte y hacerlo inmediatamente.
Algunos materiales que se usan con calor liberan estreses térmicos, porque lo sacamos de la boca pero se continúa enfriando, y esos cambios de temperatura producen pequeños estreses térmicos.
Otros materiales tienen volatilización o evaporización de sustancias, por lo que contrae el material, siendo el modelo peor (no será como el original).
3. MANIPULACIÓN
Muchos tipos de materiales: polvo-agua, pasta-líquido, dos pastas, ninguna (calentamiento).
La manipulación no siempre es homogénea y sencilla. Especialmente cuando interviene el hombre porque comete errores, los fallos se suelen deber a nuestro error porque los materiales suelen ser buenísimos.
4. OTROS factores a tener en cuenta
● Cubetas: contenedor de material de impresión que debe abarcar toda la zona a impresionar. Permiten llevar el material que está en estado fluido a la boca. Dan soporte rígido al material y permiten meterlo y sacarlo de boca. Hay estandarizadas e individualizadas. Tienen que ser más individualizadas cuanto más fluido sea el material de impresión.
IMPORTANTE: Deben dejar espacio suficiente para el material de impresión. Porque si no se reproduce bien.
Además deben retener al material: Retentivas (sujetar al material) (para eso tienen agujeros, rebordes (rim-lock), adhesivos de contacto…).
Algunos materiales como el gel de agar tienen cubetas especiales.
● ¿Cuándo se usan materiales rígidos? Se usan materiales rígidos únicamente cuando no hay ninguna retención o cuando hay pacientes edéntulos (sin dientes).
● Manejo de los tejidos blandos: Cuando hacemos una prótesis muchas veces afectamos a la encía, y eso lo tenemos que impresionar. Para eso se usan sistemas de retracción (que apartan la encía) de muchos tipos.
Frecuentemente se requiere replicarlos (PRP, PC).
En PF se han invadido: Deben desplazarse: hilos de retracción, con o sin hemostático, láser, bisturí eléctrico.
● Técnica de impresión: Hay materiales con diferentes técnicas.
Lo mejor es usar campo seco, porque si no está seco todos los surcos gingivales estarán llenos de saliva o agua.
○ Evitar atrapamiento de aire: colocar material en la superficie de los dientes.
○ Estabilidad de la cubeta mientras el material endurece, el tiempo suficiente. Si no se distorsiona la impresión.
✓ Endurece más rápido el material en contacto con los labios (se calienta más) que lo más interno. Si tocas la de fuera es engañoso porque está en contacto con los labios y polimeriza antes, entonces puedes pensar que ya está y la de dentro realmente no está y la sacas antes de tiempo.
○ Comprobar la impresión al sacarla. ¿Ha salido lo que quería? ¿Está bien? ¿errores?
○ Eliminar excesos inestables.
● Control de la infección cruzada: Deben desinfectarse antes de enviar las impresiones (clínica–>laboratorio). Esto no es tan fácil porque lo interesante sería desinfectarlas pero esto puede traer problemas por los materiales de desinfección (corrosión…), pero por lo menos hay que lavarlas para evitar las impresiones.
■ Lavarlas abundantemente (eliminar restos).
■ Solución de hipoclorito de sodio, Glutaraldehído u otros, 10 min.
✓ No aerosoles: afectan al personal, pueden no tratarse zonas.
■ Pacientes de alto riesgo (?¿?) tratamientos especiales.
■ Lavado abundante
■ Vaciado
MATERIALES DE IMPRESIÓN ACUOSOS
1. ALGINATO
Material de impresión elástico, acuoso e irreversible. Es una mezcla de varias cosas, fundamentalmente copolímeros del ácido algínico.
Es un hidrocoloide irreversible (acido alginico y sales de calcio)que contiene polímeros pequeños que al polimerizarse forman una red.
Características:
● No tóxico, no alergénico, no irritante.
● Tiempos (min):
– De mezcla: 1.
– Trabajo: 1,25 (rápidos)-4,5. Para acabar de espatularlo, ponerlo en la boca…
– Polimerización 1,5-5.
✓ Se puede usar agua fría o caliente, para retardar o acelerar (con agua caliente se acelera). Mejor que variar la % p/l (polvo- líquido) pues esto hará que sea de menor calidad. Si añadimos más polvo es más rápido.
● Recuperación elástica. Hay una regla:
– Tiene que recuperar >95% después de ser comprimido el 20% durante 5 segundos. No le pide que recupere el 100% porque se sabe que es imposible.
● Flexibilidad:
– Debe ceder de un 5 a 20% a 0,1 Mpa. En 100 unidades de deformación se sufren 20 unidades de estrés, entre poca flexibilidad y bastante más (5-20).
● Resistencia al desgarro:
– Como no tiene mucha, hay que retirarlo rápidamente, en un impulso. El alginato resiste bien una tracción rápida, si lo rotas se desgarra, es mejor sacarlo de golpe.
● Compatibilidad con otros yesos. Para que sea compatible:
– Impresiones deben lavarse y secarse antes para que el agua no se acumule.
– Los modelos no deben estar en contacto mucho tiempo con el alginato porque este exuda agua y esto genera agujeros en la escayola.
● Estabilidad dimensional: es pobre
– Pierden agua por evaporación: contraen.
– Se conservan en cámara al 100% de humedad si no se van a vaciar de inmediato.
– El alginato debe ser vaciado típicamente antes de 1 hora. Si lo tienes que conservar aunque sean 30 minutos lo tienes que guardar en una caja de humedad (tuper con paño húmero) porque si está saturada esa caja de agua la evaporación de agua del alginato va a ser peor, porque el ambiente está saturado.
● Desinfección:
– Sumergirlas en hipoclorito de Na (lejía) o Glutaraldehído.
2. GEL DE AGAR. GELATINA→ se usa sólo en laboratorio
Es el único reversible. Térmico. Hidrocoloide reversible. Tiene:
● Éter sulfúrico de un polímero lineal de la galactosa: agar-agar.
● Agua.
● Además : – Bórax (relleno y mejora de propiedades mecánicas).
– Sulfato de potasio (asegura el fraguado del yeso).
– Conservantes, saborizantes, colorantes.
Se usan poco en la clínica pero mucho en los laboratorios. No es caro pero tampoco muy exacto.
● Se licúan con el calor a 71-100º y se gelifican al enfriarse (30-50º) según la concentración de agar.
– Histéresis. A 60 grados no sabes en qué forma está, en líquido o en sólido. No sabemos si se está enfriando o calentando. Esto quiere decir que en una determinada tª no podremos en qué estado está, debemos saber cómo estaba en su estado inicial.
– Molestias a los pacientes, porque se tiene que meter muy caliente en la boca. Por eso se usa poco en la clínica y más en los laboratorioçs.
● Gran deformación permanente tras esfuerzo estático.
● Resistencia a la fractura baja (parecida a alginato).
– Retirar rápidamente en un solo impulso.
● Gran inestabilidad dimensional.
– Vaciar antes de una hora.
– Conservarlo en cámara húmeda 100%.
● No tóxico, no alergénico, no irritante.
● Desinfección (soluciones de l). Glutaraldehido 2%.
● Histéresis térmica.
● Aparatología compleja.
3. COMPUESTO DE MODELAR-GODIVA
Godiva es el nombre que le damos en España, se llama «compuesto de baja fusión» o «compuesto termoplástico». Se llama Godiva por la marca que lo empezó a comercializar. Termoplástico, reversible. Sustancia dura pero la calentamos y se pone blanda.
● Alta, media o baja fusión. No todas requieren la misma temperatura.
● Contienen ceras naturales:
– Parafina, Ozoquerita.
– Ceras sintéticas: Polietileno, hidrocarburos hidrogenados.
– Rellenos.
Sabiendo que tienen ceras naturales y sintéticas tenemos que saber que no tienen punto de fusión, sino rango, porque están compuestas por muchas cosas.
● Malos conductores térmicos. Es muy importante: Cuando tenemos una llama de un mechero y una barra de Godiva, si la calentamos sólo por una parte se fundirá solamente esa parte, el lado opuesto no. Por eso hay que calentarla siempre vuelta y vuelta, hay que estar moviéndola para que le de el calor por todas las partes.
● A temperatura oral deben ser estables y no deformarse.Los cambios de temperatura ambiental causan liberación de tensiones: Deformaciones. Cualquier cambio térmico afecta, porque tiene tensiones internas, si se enfría o calienta más se liberan algunas tensiones y se deforma un poco.
La Godiva se usa muy de vez en cuando, rara vez. Como material de impresión se usa muy poco.
MATERIALES DE IMPRESIÓN NO ACUOSOS
Hay tres tipos de materiales de impresión no acuosos: Polisulfuros, siliconas y polieteres. Dentro de las siliconas las hay de condensación y de adición. Hay que mirar las consistencias, las hay desde muy alta en las siliconas, hasta baja en las demás, hay rangos de consistencia. TODAS han tenido cambios dimensionales a las 24 horas, han contraído porque se siguen polimerizando, hay cambios. Los polímeros tienen polimerización en oscuro.Puedes usar una consistencia alta y otra baja, la alta sirve para contener a la otra.
En general se suelen usar en dos viscosidades: Una más densa y otra más fluida que sirve para reproducir los detalles. Pero como la fluida no tiene cuerpo necesita una estructura externa para que se mantenga en su sitio. Ambas se pueden poner en un solo un viaje o primero una y luego otra.
1. SILICONAS: Elastómeros irreversibles. No acuosas.
● Condensación (dimetil polisiloxanos): Tienen productos secundarios.
No saber los componentes pero sí comprender que ambas llevan relleno y ambas llevan algo de silicona. Una de ellas lleva el catalizador. Generalmente:
✓ Pasta-pasta: tiene una cadena de silicona prepolimerizada y luego sílice de relleno.
✓ También pasta-líquido: tiene un alquil silicato y un catalizador (compuesto de cobre.
– Los prepolímeros al unirlos entre sí se forman puentes con oxígeno a través de silicio, y se libera alcohol etílico.
– Son muy hidrofóbicas: Soportan fatal el agua. Necesitan campo seco. Son tan hidrofóbicas que una vez hemos tomado la impresión no solo tenemos que secar el modelo sino que tenemos que echar un surfactante antes de vaciar.
– Menos resistentes al desgarro que los polisulfuros.
– Muy buena capacidad elástica.
– Cambios dimensionales: contracción.
✓ Continuación del curado.
✓ Evaporación del alcohol.
– Actualmente poco uso.
● Adición (vinilo polisiloxanos): No tienen productos secundarios. Casi siempre son pasta-pasta. Tienen:
✓ Pasta 1:
○ silicona prepolimerizada con H en vez de CH3.
○ Relleno que le da cuerpo, viscosidad, características físicas, textura.
○ Sustancias tensioactivas para disminuir la hidrofobicidad, para que entren mejor en sitios donde hay agua.
✓ Pasta 2:
○ Silicona prepolimerizada con la diferencia de que aquí tiene dobles enlaces: CH2=CH en vez de CH3.
○ Relleno.
○ Catalizador (ácido cloroplatínico).
– No hay subproductos. Algunas liberan hidrógeno, quizá por acción del platino. Eso significa que cuando echamos el yeso, a veces ese hidrógeno altera su superficie.
– Parecidas a las de condensación excepto en que estas son mucho más estables dimensionalmente, porque no tienen productos secundarios que no se evapora.
– Tiempo de trabajo corto.
○ Es recomendable enfriar los componentes, o al menos que no estén calientes.
– Hay substancias: El sulfuro, el sulfato férrico y de aluminio que inhiben su fraguado:
– Mezclarlas sin guantes. Hay guantes que tienen un polvillo de lubricación que algunos retardan o impiden el fraguado. Algunos de esos inhibidores están en los guantes.
– Ojo a hilos retractores, muchos tienen sulfato férrico que hace que no sangre la encía, impidiendo la polimerización de la silicona.
– Se les llaman siliconas porque tienen un polímero en el cual una de las cadenas tiene hidrógeno y otra un radical. Estos interaccionan uniéndose y formando el polímero.
Mediante el catalizador que es el platino conseguimos que las dos cosas se unan entre sí, no hay subproductos.
2. POLIÉTERES: Elastómeros, irreversibles. No acuosos.
● Tienen base y catalizador:
– Base hay prepolímero, relleno inerte y plastificante (algo que permite que con lo que estés trabajando esté menos rígido, más blando… por ejemplo el agua en la ducha)
– Catalizador tiene relleno, plastificante y un éster sulfónico. Una sola viscosidad (ajustable con aceite).
● Resistencia al desgarro y elasticidad parecida a las de las siliconas.
● El prepolímero se activa y polimeriza porque se unen las cadenas unas con otras. Activación à Iniciación à Propagación.
● Cuando está polimerizado es relativamente hidrófilo.
– Absorbe agua (eso es malo): Distorsión. La va a absorber y se va a modificar.
– Permite campo húmero (es bueno).
● Cuando polimeriza es bastante rígido, por tanto puede ser difícil retirar la impresión en pacientes dentados. El material es muy rígido y no se deforma como la silicona que toda ella cede, sino que este material cede pero es muy rígido por lo que hay veces en las que es muy difícil de sacar.
3. POLISULFUROS: Elastómeros, irreversibles. Huelen mal, parecido a las deyecciones humanas.
● Tiene:
– Base: Prepolímero de polisulfuro con grupos tiol (SH) –> plastificante para controlar viscosidad y relleno inerte. Generalmente blanca y con mal olor.
– Catalizador: Generalmente marrón. Tiene dióxido de plomo para reaccionar con el polisulfuro y hacer que entrecrucen; sulfuros; aceites inertes.Pasta-pasta.
– Cuando relleno aumenta la viscosidad aumenta, cuando viscosidad y relleno aumentan la contracción disminuye (porque hay más relleno y menos poliéter). Cuanto más relleno viscoso y menos contraiga habrá menos contracción térmica. Cuando pasa todo esto más estabilidad dimensional habrá.
● Buena resistencia al desgarro (aunque puede quedar deformado).
– Comportamiento viscoelástico: no recuperan toda la deformación.
● Reacción continúa en el tiempo:
– Más contracción.
– Agua que produce se puede evaporar.
● Se produce agua e hidróxido de plomo (reacción de condensación). Esto no es bueno.
Si dominas el material es un magnífico material. Como todos los que hemos visto. Depende de a qué te acostumbres.
Materiales de impresión no acuosos
– Viscosidad máxima: Putty. De los polisulfuros no hay grandes viscosidades: sólo de mediana a muy fluida. Tienden a ser muy fluidos. En cambio en las siliconas hay de todas y la de los poliéteres cambia con el aceite.
– Resistencia al desgarro de todos es adecuada.
– Elasticidad: los polisulfuros son viscoelásticos, en siliconas es muy buena y en poliéter adecuada.
– Exactitud: Razonablemente buena en todas. Pero respecto a las cubetas, poliéter y polisulfuro las necesitan especiales.
– Estructura dimensional: En polisulfuro y silicona de condensación adecuada, y en silicona de adición y poliéteres buena. En cuanto al vaciado se usan más poliéteres y siliconas de adición.
Si me preguntan y no estás acostumbrado a ninguno, por las características de esta tabla son más aceptables las siliconas de adición y los poliéteres (que tienen el problema de tener una sola consistencia y que no toleran muy bien el agua). Por eso las más ampliamente usadas en todo el mundo son las siliconas de adición.
RESINAS COMPUESTAS
La mitad de las restauraciones en posteriores son con RRCC. Se usan muchísimo.
ANTECEDENTES
● Se obturaba con resinas acrílicas
– Para substituir a los silicatos: Fácil erosión (baja dureza), fragilidad, acidez, sensibilidad a humedad, dificultad de pulido.
● Similares a las usadas para dentaduras
– Activador (dimetil-p-toulidina) poco estable: Degradación de claro a marrón.
– Elevación de temperatura al curar.
– Alta contracción de polimerización (entorno a 6%).
– Coeficiente de expansión térmica elevado: Con los cambios de tª se contraía o se dilataba mucho. Un material que tiene que estar sellando un espacio no es bueno que se dilate/contraiga.
– Bajos E (por tanto elástico), resistencia compresiva y dureza.
Se hizo un material compuesto que era a base de resina con un relleno.
Se empezó a añadir a las resinas un relleno de micropartículas, pero todavía no adherían. Más tarde se empezó a hablar del esmalte, luego a la dentina y mucho más tarde y hasta ahora los nuevos dispositivos de adhesión.
Hubo un tiempo hasta los años 70 iniciales en el que no podíamos adherir, luego ya empezamos a adherir a esmalte… Los primeros eran autocurados, luego empezaron a curarse con luz UV (malo para los ojos del dentista) y luego entraron las curadas por luz visible y después se fueron añadiendo otros materiales.
A partir de los años 50 pasamos de tener materiales que no sirven para nada a tener materiales extraordinarios.
Las resinas tienen:
● Dos fases, con diferentes estructuras y propiedades. Pero cuando las juntas el material resultante adquiere unas propiedades nuevas. Se busca un material con un conjunto de propiedades que ninguna fase tiene por sí misma.
– Resina: Monómeros de metacrilato.
✓ Puede trabajarse a temperatura oral.
✓ Curado fácil.
– Relleno: Le dan muchas cosas como rigidez, dureza, resistencia, bajo CET, descenso del % de contracción de polimerización, radiopacidad. Esto se debe a que cuando tenemos relleno, tendremos menos resina y por tanto el coeficiente de expansión térmica será menor y su contracción de polimerización también será menor. SOLUCIONAN MUCHOS PROBLEMAS porque si tengo por ejemplo un vaso y en vez de ser todo resina, es 30% resina y el resto resina la contracción de polimerización es menor porque hay menor resina, y las propiedades también serán diferentes.
– Interfase entre ambas. Es decir, entre la resina y las piedras de relleno hay una interfase y estas son siempre problemáticas, porque no es lo mismo que la resina y el relleno estén unidos que no lo estén, por lo que esta puede ser problemática.
● RESINA, es lo que se conoce como «matriz»:
○ Dos tipos principales, que pueden combinarse:
– Metacrilatos bifuncionales, diversos.
– Oxiranos, siloranos o similares, que polimerizan mediante la apertura de un anillo de oxirano, produciendo un ligero aumento de volumen, contrarrestando la [CdP] (contracción de polimerización disminuye). Son anillos o cadenas cerradas que cuando polimerizan se abren aumentando su tamaño y compensan la contracción, disminuyéndola.
○ Generalmente son monómeros de alto Pm los que componen esta resina, porque se busca que cuando polimerice sea muy rígida.
– Forman compuesto rígido. Cada vez es más difícil que siga porque la red se va volviendo cada vez más rígida, quitando movilidad.
– No todos los grupos metacrilato llegan a reaccionar: % de polimerización NUNCA es 100%, por que nunca es del 100% en ningún material
Cuanto más relleno más baja el coeficiente de expansión térmica (porque hay menos resina y la resina tiene más coeficiente que el relleno, por lo que si quitamos resina y añadimos relleno, el coeficiente general baja), es decir, menos contrae y dilata por los cambios de temperatura. Cuanto más relleno menos contracción de polimerización, además mayor dureza de la superficie (cuanto más relleno más difícil es penetrar).
● Tipos de RELLENO. Depende del material, oscila entre 50-85% en volumen, esto significa que en un vaso solamente el 15% es resina, disolver en un 15% de resina un volumen de un 85% de relleno, el proceso de fabricación es difícil:
○ Cuarzo.
○ Silicato de Al y Li, o de Al y Ba.
○ Vidrios de sílice, con Ba o Sr.
○ Sílice coloidal.
○ Sílice pirogénica.
○ Zr.
○ Fluoruro de Yb (YbF3)
○ Fibras
○ Etc.
Se pueden combinar. Los que se eligen depende de la casa.
Los grandes rellenos tienen digamos 40 micras (macrorrelleno), luego los hay que tienen 1 micra (microrelleno). Luego los hay de 0,04 micras y luego los hay de 5 nm. Puede haber en un mismo material macro y micro rellenos. Esto genera diferencias en los materiales.
TABLA:
● Los primeros rellenos se llamaban macrofill (macrorelleno), gran tamaño de relleno, eran de 40-50 micras.
● Era demasiado grande, imposible/difícil de pulir por lo que a efectos estéticos era malo pero tiene mucha resistencia (más rígidas, más duras), se hicieron rellenos microfill (40 nanómetros) que sí se podían pulir. El ojo humano no discrimina a esta longitud de onda, se pulen magníficamente, mucha mejor superficie pero hemos perdido la resistencia que teníamos antes. Estos microfill tenían dispersas partículas de 0,04 micras. Para solucionar esto se fabricaban partículas de material prepolimerizado que tenían alta concentración de microfill, mejoró la resistencia mecánica porque tenía mucho más relleno, es como un microfill dentro de otro. Por eso en fábrica mediante procesos industriales añadieron trozos de la misma resina prepolimerizada y muy cargada, aumentando la cantidad de relleno y la resistencia. En 1 mm hay 1000 micras.
● Los cementos suelen ser de microfill, pues en el macrofill no dejaría entrar la corona. Sería el ideal, pero es físicamente imposible.
NOTA:
→ El mismo peso de piedras grandes tiene un área de contacto (mucho) menor con la disolución que las piedras pequeñas; a igualdad de peso, las piedras pequeñas tienen más área.
→ En el caso de las piedras pequeñas, son más difíciles de mojar y es más difícil meter más piedras (pues hay mayor cantidad de estas y menor espacio vacío) que en el caso de las grandes (donde hay más espacio vacío). Sin embargo, en la disolución pasa lo contrario, pues será más fácil disolver las piedras pequeñas.
● Luego llegaron los híbridos, que no eran igual al macrofill porque se podían pulir mejor, pero tampoco eran microfill, estaban intermedios, mejoraron al anterior aunque todavía no eran perfectos. Tienen una superficie mucho mejor que el macrofill, tiene más resistencia que el microfill porque tiene más relleno pero no deja de tener piedras. Por lo que se fabrica el midfill. En estos hay piedras grandes y pequeñas, no son como los microfill que son más homogéneas las partículas en tamaño.
● Luego se hicieron los midfill, puliéndose mejor, estética buena, resistencia buena. No tiene microfill, las piedras grandes ya no son tan grandes, tiene partículas grandes y pequeñas pero las grandes son más pequeñas. El siguiente es el minifillz. Mid y mini significa que las partículas van disminuyendo de tamaño. En este caso las partículas grandes aun son más pequeñas, cada vez hay menos diferencia entre el grande y el pequeño. Siguiente paso: el nanohíbrido, que tiene como el microfill pero además otras partículas. Nanofill y minifill se les llama nanohíbrido. Lo que es grande es minifil y lo que es pequeño es nanofil, estos materiales como hablamos casi de nanómetros a ambos se le llaman nanohíbridos (al minifil y al nanofil).
Por tanto las características no son iguales, el relleno da muchas características importantes de las resinas.
● INTERFASE MATRIZ-RELLENO: Es el espacio que separa el relleno de la matriz. Sirve para que el relleno se una a la matriz. Debe haber algo que las una para que no se pierda la integridad estructural. Además la estructura de resina tiene huecos, que acaba llenándose de solvente, agua, etc. Por eso la interfase es importante. Esto se soluciona con: Silanos: unen material orgánico (resinas) con inorgánico (rellenos).
● Clasificación de las resinas compuestas atendiendo a su:
– Viscosidad
✓ Fluidas: Son como la miel cuando está caliente. El tipo de polímero que tendrá será más corto, más pequeño. Además habrá menos relleno. Como una pasta de dientes, las hay incluso líquidas. Se ponen con una jeringa o aguja. Se utilizan en lugares de difícil acceso, pues se pueden inyectar
✓ Normales: Como mantequilla, pero no la que se unta fácil. Se manejan en jeringa y son como la plastilina. Como plastilina un poco vieja.
✓ Condensables: Mantequilla fría. Mucho más viscosas para que las puedas comprimir/apretar porque las otras dos si las aprietas se apartan y estas se comprimen. Con ellas se quiere adaptar mejor las paredes pero también lo hacen las otras dos.
✓ La diferencia entre los tres se debe al tipo de polímero que tiene y el relleno (a la carga/aglomeración que tengan). Las más viscosas tienen una carga enorme (gran cantidad de relleno). Estas viscosidades son para responder a distintas necesidades.
– Uso
✓ Adhesivos.
✓ Cementos: Se les llama cemento por el tipo de reacción que tiene pero no sólo sirve para cementar, también para otras cosas. Los cementos de resina compuesta sí sirven sólo para cementar.
Para cementar tenemos materiales que son químicamente cementos porque su química es la de los cementos. Pero también hay otros materiales que se llaman cementos porque se usan para cementar pero no son químicamente cementos por ejemplo las resinas compuestas, que se usan para cementar pero no son cementos. Estas resinas se usan mucho (son el material más usado) para hacer empastes.
✓ Material restauración: Se diferencia de los cementos en la fluidez (cemento más fluido).(Recordad los tipos de materiales en el glosario)
● Directos: Colocamos el material directamente y se prepara en la boca.
● Indirectos: lo preparamos antes de meterlos en la boca del paciente. Preparamos la boca del paciente, tomamos impresión, sacamos modelo, preparamos la restauración en el laboratorio y luego la fijamos en su sitio.
✓ Selladores: Se fijan en los surcos de los dientes para protegerlos de caries.
✓ Dientes artificiales: Dientes que se usan en prótesis removibles. El 99,9% de esos dientes están hechos de resina compuesta.
✓ Recubrimientos protésicos: Se usan poco. Es un recubrimiento a base de resina compuesta de una funda de metal, que para que no se vea el metal parte de la funda se recubre de resina compuesta.
✓ Bases cavitarias: Son materiales que se ponen en el fondo cuando es necesario para alguna razón: mecánica, para proteger…Encima de ésta se pone la restauración. Cuando tienes una caries muy grande y tienes una cavidad muy profunda a veces quieres proteger la fase o fondo, para ello se pone una resina.
– Sistema de polimerización según la fuente de energía:
– Auto o quimiopolimerizables: Necesariamente tienen que venir en dos partes separadas (dos jeringas o en una): una que contiene el activador y otra con el iniciador. Vienen en tubos distintos porque tienen una parte de autopolimerización y si tú la juntas, polimeriza.
– Fotopolimerizables: Necesitan luz, lámparas para usar en boca o laboratorio. Son de un solo componente.
● Duales: Hay que mezclarlas (vienen separadas en jeringas), entonces comienza una reacción química de polimerización. Una vez las mezclamos la colocamos y aplicamos la luz inmediatamente. Por tanto usa los dos sistemas anteriores de quimio y fotopolimerización. Al aplicar la luz, polimeriza, de manera que la malla se pone rígida, y esa reacción química que había comenzado al principio cuando la red se vuelve rígida encuentra muchas dificultades para seguir, por lo que la quimipolimerización seguirá poco, pues queda atrapada en la red.
● En general se usa fotopolimerización, pero hay veces en las que la luz no llega (sitios profundos), entonces usamos algo que sea de polimerización química, ya que no llega bien la luz para la polimerización. Si tenemos dudas de si llegará o no la luz podemos usar el dual, ya funcionan bien en ambas (hacen regular todo, pero no hacen bien nada).
Todas son de adición.
– Otros componentes:
– Plastificantes: se meten entre moléculas grandes y les permiten deslizarse.
– Metacrilatos que modulan la velocidad y eficacia de la reacción.
– Monómeros acídicos. Al ser ácido, dan al material características importantes.
– Pigmentos y colorantes. Para que se parezca al color del diente del paciente.
– Radioopacificadores. Sirve para que la resina compuesta se vea en radiografías.
– Medicamentosos (que contengan flúor u otras cosas).
– Activadores-iniciadores.
– Fibras.
Muchas tienen varias cosas.
Tabla de tipos de polimerización. Con los iniciadores. Está relacionada con esto porque son resinas.
• Propiedades de resinas compuestas:
o Propiedades físicas, son muy vérsatiles, te permiten hacer casi cualquier cosa.
– Dureza: Esta le viene del relleno. Era un problema cuando salieron al principio. Al ir mejorando la química, el tipo de relleno, la dureza cambió mucho y hoy en día las resinas compuestas se parecen a los metales de rango de dureza bajo.
– Resistencia al desgaste: directamente relacionada con la dureza pues al ser duras resisten al desgaste. Es muy importante, y cambia según el tipo de resina, porque los polímeros y rellenos son diferentes. Ha mejorado mucho su resistencia al desgaste pues son más duras → Son más resistentes.
– Grado de conversión: Muy variable. Cuánto porcentaje de dobles enlaces de los que se podrían formar se forman. Esto dependerá de la eficacia del sistema de polimerización activador-iniciador, también dependerá del relleno (hay rellenos que dejan pasar la luz mejor que otros (cuanto más grande sea el relleno peor polimerización), dependerá del color de la resina (cuanto más oscura más luz atrapa, una obturación cuanto más oscura sea menos luz deja pasar a su través, polimerizarán mejor las que son translúcidas y luego las que son menos oscuras). Se refiere a cuando las activo cuánto polimerizan. Nunca esm 100%. También depende de la luz.
Está muy relacionada con la CdP. Cuantos más dobles enlaces haya, más contracción. Los determinantes son prácticamente iguales en ambos casos.
– Contracción de polimerización. Muy relevante en las resinas compuestas por los efectos clínicos, de manera que es clínicamente muy relevante. Depende de:
■ Espesor del material. Cuanto mayor espesor menos polimerizará, pues llegará menos luz.
■ Cantidad de material interpuesto: cuanto más material haya, menos polimerización.
■ Color: no deja pasar la luz igual un material que sea blanco que negro.
■ Distancia: no se refiere a la distancia hasta el fondo, sino a la distancia a la que ponemos la luz.
■ Temperatura.
■ Estado de la lámpara.
■ Estado de la fibra óptica. Si la fibra está mal, rota, sucia, dejará pasar menos cantidad de luz.
■ Diámetro y limpieza de terminal. Cuanto mayor diámetro tenga el terminal mayor será la polimerización (porque abarca más superficie del material). Sin embargo si la cantidad de luz es la misma en un terminal pequeño que en uno grande habrá más potencia en el terminal pequeño.
Diapositiva escala de colores: a la izquierda los más claros, a la derecha oscuros. Cuando el color se hace más oscuro disminuye la cantidad de luz que pasa. Cuanto más oscuro es, baja la cantidad de luz que dejan pasar.
– Capa inhibida: es la capa que se ecuentra unida al oxígeno y que permite la adhesión de otras capas. Como tienen capa inhibida puedes ir añadiendo, esto es bueno, pero es mala en la superficie por lo que requiere pulirla en la superficie para quitarla porque si no es pegajosa, oleosa…. Cuando el material (el polímero) está en contacto con oxígeno, éste compite; y en la zona accesible al oxígeno no polimeriza bien porque el oxígeno inhibe la polimerización. Dependerá de la afinidad que tenga el compuesto por el oxígeno. Cuando ponemos la segunda capa se quita el oxígeno y puede seguir polimerizando con otras capas.
– Propiedades biológicas: Decían que las resinas compuestas no eran biocompatibles porque todos ponían resinas compuestas y el diente acababa teniendo problemas, por lo que decían que o la resina compuesta es tóxica o porque los ácidos que se utilizaban eran tóxicos. Lo que realmente ocurría es que no se podía sellar bien la interfase porque no había adhesivos correctos y ahí se colaban bacterias… era un problema de la técnica incorrecta que era dañina, no de las resinas. Las resinas compuestas por su propia composición tienen el riesgo de producir algún efecto dañino en el complejo pulpar porque todas tienen monómeros libres. Además hay algunas resinas compuestas que tienen capacidad estrogénica.
→ Se ha descrito una capacidad estrogénica de algunas resinas compuestas, pero para que estos estrógenos tengan un efecto debe ser una gran cantidad de resina compuesta. Por tanto hay efecto estrogénico pero es despreciable.
✓ Biocompatibilidad.
✓ Toxicidad: no son tóxicas por sí mismas, pero para que no hagan daño tienen que estar bien selladas. Son tóxicas porque tienen monómeros, y cuando los degrada el organismo producen los estrógenos (hormona femenina), que son los típicos productos de degradación de las resinas. Se sabe que algunos forros de lata si se degradaban producían estrógenos. Es cierto que pueden producir estrógenos pero la dosis es tan minúsculo que tomas más estrógenos tomándote una lata de mejillones que la que libera toda una vida de una resina compuesta. Es despreciable.
✓ Adhesión: Mediante un adhesivo que también es de una resina compuesta pueden adherirse muy bien a los dientes, otros materiales, cerámica… Las resinas son tan viscosas que no son adhesivas por sí mismas, de manera que necesitan adhesivos. Es muy importante la capacidad de adhesión. Además han ido evolucionando de manera que ya hay resinas que ellas mismas son adhesivas y no necesitan un adhesivo, son resinas autoadhesivas, pero estas no son el estándar. Tienen la grandísima ventaja de que son muy fácilmente adheribles a otras cosas, sobre todo al diente. Esto es básico porque lo que el diente necesita es que esté bien sellado, no soporta nada la filtración.
● Necesitan adhesivo (generalmente).
● RRCC de autoadhesión, no contienen ácidos policarboxílicos (los únicos que pegan por sí mismos son los policarboxilatos) por lo que no pueden adheririse por sí solas. No tienen autoadhesión las resinas.
IDEA FUNDAMENTAL DE LA ADHESIÓN: Aunque hay resinas compuestas autoadhesivas, no son buenos adhesivos normalmente porque son demasiado viscosas. Es por ello que necesitan un adhesivo.
■ Propiedades ópticas: Dependen de:
✓ Color. Puede ser desde muy blanco hasta bastante marronáceo…
✓ Translucidez. Depende del espesor o del propio material. Los hay casi transparentes y los hay opacos del todo. Cuanto más translúcido mejor, porque más deja ver el color del diente, sin embargo, no hay un material perfectamente translúcido.
✓ Porosidad: Depende de el proceso de fabricación y también del tipo de polimerización. Los poros están dentro y le dan un matiz, un tono a la resina muy importante, sobre todo si son poros grandes. Debidos a ellos tenemos el scattering.
✓ Tipo y cantidad de relleno: El pulido va a ser diferente en función del tipo de relleno y el scattering va a ser diferente en uno y en otro, cuanto más pulido menos scattering, una cosa que tiene mucho scattering (mucha difusión) aparece más mate, si aparece como un espejo es que no hay scattering. Influye de dos maneras muy importantes. Cuanto más grande es la piedra de relleno más difícil es pulirla (aunque será más resistente). Hasta cierto límite cuanto más grande sea la piedra de relleno más scattering (difusión de la luz) tendrá. Por eso se ha ido disminuyendo el tamaño del relleno. Los cambios en translucidez dependen del espesor y del propio material.
– Pulido: Cuando hay un relleno muy grande y hay desgaste empieza a perder el pulido, llegando a desprenderse grandes trozos de relleno produciendo más rugosidades.
– Tamaño: Scattering.
ADHESIVOS
Tipos:
– Mecánica o macromecánica
– Micromecánica
– Química
Son resinas compuestas. Fundamentalmente se diferencian de las resinas compuestas habladas anteriormente en que éstas se usan para pegar, por lo que necesitan ser muy fluidos. Los adhesivos trabajan en el área de la micromecánica en micras o nanómetros.
UNIONES: GENERALIDADES
ADHESIÓN MICROMECÁNICA
Pasos:
– La superficie del primer material (en estado sólido) debe ser preparada para aumentar el área de contacto y la energía superficial.
– El segundo material debe ser colocado en estado plástico o fluido y debe ocupar los recovecos o espacios creados o añadidos en el primero.
– El segundo debe pasar a sólido, así podrá transmitir cargas continuas y discontinuas (creándose una unidad funcional) y se produzca un sellado.
Características:
– Diversidad de interfases: Hay muchas interfases, superficies en las que pegarse (cerámica-metal, metal-amalgama, esmalte, dentina, etc). En una situación clínica tendremos que adherirnos a muchos sitios diferentes, por lo que probablemente requerimos cosas diferentes. Esto será un problema porque no podremos usar un solo adhesivo donde hay superficies diferentes.
– Adhesión micromecánica (a la dentina o al esmalte)
Lo que buscamos siempre es lo mismo, esa parte sólida lo que buscamos es irregularizarla para aumentar la energía superficial y que aumente el área de contacto. Después se supone que pasa a la «imprimación» y esa imprimación busca que esta superficie pueda ser mojada bien, que esté limpia, que te asegures que va a penetrar bien el adhesivo o lo que vayas a poner, esa imprimación es el siguiente paso de preparar la superficie. Esta imprimación suele utilizar moléculas bifuncionales (tienen una parte hidrófila y otra hidrófoba).
EN LA ADHESIÓN MICROMECÁNICA:
– Preparación (no se prepara igual dependiendo de la superficie que estemos preparando). Aumento del área y de la energía superficial.
– Imprimación: Pequeña capa que actúa sobre todo en esmalte y dentina, que hace que se mojen mejor. Son muy volátiles y penetran muy bien en las irregularidades, y si no lo hacen ellos ayudan a que lo haga luego el adhesivo.
● Esmalte y/o dentina.
✓ Mejoran o aprovechan la humectabilidad de las superficies preparadas.
✓ Promueven la penetración del adhesivo.
✓ Promueven la re-expansión del colágeno.
Generalmente son moléculas bifuncionales, por un lado se agarran a las irregularidades y por otro lado unen lo que ponemos después.
– Adhesión
● Aplicación del adhesivo o bonding. Como no tiene tanta fluidez y en esas irregularidades podría haber agua no podría penetrar muy bien si no fuera por la imprimación.
● Posible interacción/reacción química adicional entre el adhesivo y lo que vayamos a poner encima.
● Una vez puesto el adhesivo, vamos a colocar el material en cuestión.
PASOS:
1. Superficie lisa
2. Que deje de ser lisa, ¿cómo lo conseguimos? no es igual si usamos esmalte, dentina, metal, cerámica o resina ya que lo que es bueno para una cosa puede no serlo para la otra
3. El segundo material debe ser muy fluido (poca viscosidad) pero tiene poco cuerpo por lo que formará una película muy fina, esa es la imprimación, a esa capa no le importa que haya agua al tener una parte hidrófila (espera al siguiente) y otra hidrófoba (se lleva bien con el agua). Esa parte hidrófila se lleva bien con el siguiente que es el adhesivo y ya por último se pondrá el material de restauración. adhesión.
1. PARA PREPARAR LA SUPERFICIE (no se preparan igual todas) hay diferentes maneras:
Dependiendo del material que vas a atacar, cambia. Si está involucrada la dentina esté o no el esmalte alrededor el caso es diferente. No puedes secar del todo, tiene que estar algo húmedo, en el esmalte buscas lo contrario, que quede completamente seco.
En el esmalte cuando pegas una carilla o un bracket. Se crea una erosión diferencial porque los cristales están en distintas direcciones, no hay agua y no hace falta que esté húmedo.
Si está involucrada la dentina (fibras atrapando cristales, y disuelves los cristales y quedan las fibras) el caso es distinto, no se puede secar totalmente porque queda la superficie impermeable, hay que dejarlo un poco húmedo.
Metal y cerámica se parecen mucho, no se usa un metal puro sino que son aleaciones, no se erosionan igual y así se tiene la irregularidad al tratarlos previamente con ácido, las cerámicas también son muy heterogéneas y se queda irregular al tratarlo con un ácido.
El esmalte, la dentina, el metal y la cerámica los trataremos con ácido. Cuando tienes la resina polimerizada, sólida, no sabes qué tipo de resina es. Por ejemplo una resina polimerizada que has hecho en el laboratorio, o de un paciente que la tiene desde hace tiempo y ya está polimerizada, no hay capa inhibida. Atacar el relleno si sabes cuál es, con un ácido, y ya tienes los huecos.
Si no estás seguro de que tipo es, atacas el relleno, disolviendo la parte de la trama de colágeno con una cetona.
La resina tiene una trama resinosa y luego tiene el relleno.
– Electrónica (mediante corrosión o electrodeposición): Sólo para metal y en el laboratorio, en clínica no se utiliza.
– Mecánica (se usa mucho):
● Desgastando (con fresas).
● Asperizando (con un chorro de arena, agua y aire). Se usa mucho para adherir a metal, cerámica y resina. Se consigue irregularizar la superficie.
● Láser (luz amplificada de alta energía en una sola frecuencia). Es un enlace energético muy potente. El láser calienta mucho (el agua que pueda haber ahí), y cuando calienta el esmalte y la dentina provoca pequeñas explosiones formando pequeños cráteres en dentina y esmalte. Esos cráteres serán donde luego nos “agarremos”.
– Química: Son las que más se usan.
● Ácidos: son los más utilizados para preparar las superficies. Se usan en dientes si está involucrado el esmalte o la dentina: ácido fosfórico en algunas adhesiones o policarboxílico en otras, ya que tiene otra manera de actuar que los fosfóricos (el cemento de vidrio ionómero lo contiene en su líquido, no erosionan pero se pegan, tiene adhesión propia, son los únicos materiales de los que usamos nosotros que se pegan por sí mismos). El ácido erosiona dejando poros enormes: se llevan la parte mineral (del cristal) y dejan la parte de fibras, que son huecos donde se meten los adhesivos. Para metal y cerámica no valen ácidos ya que no le hacen nada.
● Los ácidos también se usan para adherir cerámicas (mediante el a. fluorhídrico). El fluorhídrico se come el silicio (la cerámica contiene silicio en su relleno) dejando una erosión. En las resinas el fluorhídrico quizá porque puede ser que tenga un relleno de otra cosa y que no nos sirva ya está ácido.
● También se usa fluorhídrico con las resinas pero es más dudoso, porque esa resina debe contener silicio y no todas lo tienen.
● Disolventes, por ejemplo con acetona. Se usan con la resina: Esa red de polímero se rompe y abre (rompen los enlaces entre los polímeros, abriéndose y dejando huecos).
● Silanos (moléculas con capacidad de adherirse por un lado a la parte orgánica (resinas) y por otro a la parte inorgánica (metales, cerámicas…). Cuando tenemos mucha parte inorgánica en la cerámica y la resina se adhiere haciendo un puente entre las dos. Una manera muy eficaz de usar los silanos es mediante sistemas triboquímicos, que “lanza” los silanos a toda velocidad, con lo cual la capa que se forma es más completa. Lanzas pequeñas partículas que contienen silanos y lo impactas en la cerámica o en la resina, dejas una capa que es favorable a la resina que vas a poner.También se pueden usar pintando la superficie (pero la imprimación del silano es peor con este último método).
Sistema triboquímicos: son sistemas que hacen que se impacten silanos a resinas y a la vez que se impactan se incrustan. Son silanos energizados, porque se le añade energía mecánica.
NOTA*: la única forma de preparación de la superficie que se usa en clínica es la del grabado mediante el ácido fosfórico.
2. En la IMPRIMACIÓN usamos moléculas bifuncionales. Se usan en esmalte y dentina y en metales (4-meta).
La característica más importante de los ácidos carboxílicos es que son los únicos que sabemos que se unen al diente químicamente (por sí mismos). El fosfórico lo que hace es limpiar el diente pero luego hay que quitarlo.
El policarboxílico, se adhiere, por tanto lo dejaremos. Si usamos fosfórico lo ponemos, lo quitamos lavándolo y luego seguimos con la imprimación y la adhesión. El ácido policarboxílico es el único que pones pero no lo quitas porque ese se pega por sí mismo y quitarlo sería como poner un adhesivo y luego quitarlo.
Después del policarboxílico se pone cemento de vidrio ionómero que lleva policarboxílico (para que éste no falte).
El 4-META es un imprimador exclusivamente para metales, tiene afinidad para los metales más comunes. Es como un silano para metales.
3. ADHESIÓN. Normalmente es una resina con una fluidez y viscosidad adecuada para que entre en las irregularidades formadas anteriormente. Si tu has usando el ácido policarboxílico no pones una resina, porque pega por sí mismo, pones más ácido policarboxílico o un material que contenga este ácido. Una vez puesto el adhesivo el siguiente paso será poner la resina (la restauración), que es un material polimérico de fluidez adecuada (suele ser ácido policarboxílico).
La adhesión con policarboxílico es adhesión química, y la de fosfórico es mecánica.
Esmalte: La adhesión al esmalte es muy sencilla, un ácido, lo limpias, los secas y pones la resina. Es un tejido relativamente sencillo, básicamente cristales colocados de una determinada manera. El esmalte se erosionará de una manera u otra, pero da igual que sea distinto (por ejemplo entre los distintos pacientes, o entre las distintas zonas) porque al fina y al cabo son irregularidades, la forma es distinta pero la utilidad es la misma.
– 95% inorgánico: Cristales.Disposición en prismas.
– 1% orgánico: Restos de proteínas.
– 4% agua.
Dentina
Lo que se busca es que el colágeno se una con el adhesivo y se forme una red entrelazada para formar la capa híbrida (colágeno + adhesivo). Aunque la dentina tenga tubulillos, lo que se busca no es que la resina los penetre, sino conseguir la adhesión a nivel del colágeno (microtrabazón).
– 50% inorgánico: Cristales.
– 20% orgánico: Proteínas.
– 10% agua.
Tubulillos: si hay agua los pelillos se abren un poco y puedes entrar, si no hay humedad es muy difícil entrar.
Metal
– Fresa: Se ven como arañazos.
– Chorro de arena: Quedan granos. Es lo más sencillo de hacer en clínica.
– Grabado: Queda la superficie erosionada.
– Láser: Quedan cristales.
Cerámica
– Grabado: Diferente según la composición, pero el resultado es en todos una superficie irregular.
Resina
– Grabado: Si tiene poco silicio, como si no se lo damos, no hace efecto.
– Fresado: Quedan arañazos.
ADHESIÓN QUÍMICA
Es la adhesión verdadera. La REAL. Cuando hay interacción a nivel molecular.
– Se forman uniones primarias (iónica, covalentes) o secundarias (Puentes de H, Van der Waals).
– Poco útil en clínica debido a:
● Medio húmedo. Se lleva muy mal con el agua.
● Tiempo clínico.
Depende de:
– Naturaleza química de los substratos.
– Estado de la superficie (oxidación, limpieza…)
– Rugosidad de la superficie.
– Energías superficiales de substratos.
– Humectabilidad, viscosidad
– Cambios dimensionales del adhesivo
– Espesor de la película
– Utilizamos sólo ácidos carboxílicos: estos ácidos son capaces de unirse a esmalte y dentina, es decir, se unen a los tejidos orgánicos mediante adhesión química. Se trata de cementos de policarboxilato y cementos de vidrio ionómero. Se adhiere usando ácido policarboxílico que se va a unir a lo que acabas de poner. No hay que lavar nada, si pones ácido policarboxílico quieres que se quede (no lo quitas como el fosfórico). Hay una microtrabazón menos y además una adhesión química.
NOTA*: cuando vayamos a poner vidrio ionómero en el diente, tiene que estar brillante porque esto significa que hay líquido sobrante suficiente (ácido) disponible para adherirse.
ADHESIVOS PARA ESMALTE Y DENTINA:
● Varias generaciones: Desde que empezaron a salir los primeros hasta los actuales ha habido varios diseños diferentes, hay adhesivos con lógicas distintas.
● Diversidad de componentes. No todos son iguales.
● Diferencias en el tratamiento del barrido dentinario (capa de detritos que se forma cuando tocamos, cortamos, rebanamos, la dentina o el esmalte). Arrancamos trozos de dentina y de la misma fuerza también los incrustas. Capa de restos contaminada que se queda en la dentina: Saliva, fresa, comida… no está pegada pero es difícil de quitar, ya que está impregnado en la superficie. Lo lógico sería retirar este barrillo, pero provocaríamos la segregación de fluido dentinario a través de los tubulillos que difiacultarían la adhesión. Hoy en día hay dos posibles situaciones, una es dejarla y adherir bien o quitarla y adherir pese a que esté un poco más húmedo. Dos estrategias para tratar el barrillo:
– Eliminarlo: Lo hacen los adhesivos Etch&Rinse (lavar y quitar). Suele ser con ácido fosfórico. Al eliminarlo corremos el riesgo de que la dentina se empape del fluido dentinario (el barrillo evita que el líquido salga). Aun así, es mucho mejor quitarlo, porque será mucho más eficaz la adhesión. Grabado con ácido y secado.
– Conservarlo. Se les suele llamar autograbante. Los autograbantes dan resultados aceptables porque cometen menos errores. Al eliminarlo también se dan resultados aceptables, pero si se usan muy bien dan muy buenos resultados (el problema es que es más difícil de usar).
– Varios protocolos: Todas ella lavando y grabando pero hay distintas maneras.
● Tres pasos:
○ Grabado (normalmente se echa el ácido fosfórico en jeringa), lavarlo y secarlo pero no del todo para que no se quede el «pelo» apelmazado y no pueda entrar.
○ Imprimado (solvente y monometacrilato, además del iniciador, inhibidor, monómeros muy pequeños).
○ Adhesión (con diMa, Hema). Tiene monómeros más grandes, inhibidor, iniciador…
Entre el grabado y el imprimado se tiene que lavar y secar.
Esta es la estrategia más exitosa, estos son los adhesivos más seguros, más confiables, los que se conocen desde hace más tiempo. Pero son complicados porque tienen muchos pasos y en la clínica estos pasos son todos críticos. Son muy exigentes, tienes que hacerlo muy bien o es un fracaso. Los mejores pero los más complicados de usar.
● Dos pasos:
– De auto-imprimación: Tienen el mismo grabado (con ácido fosfórico) pero el imprimado y el adhesivo van en un único frasco. Ganas comodidad pero pierdes calidad.
– De auto-grabado: Tienen un frasco con monómeros acídicos (para atravesar el barrillo) que funciona como grabado-imprimador y luego el adhesivo (los mismos que el anterior). Este no elimina el barrillo.
Son buenos pero no tanto como los anteriores.
En estos dos anteriores falta el paso de lavado y secado después del grabado, y es el paso que hace que todo sea complicado. Es el paso que los siguientes se ahorran. Esto es así porque si secamos demasiado las fibras se colapsan, debemos secar poco (lo justo y necesario) para que las fibras estén húmedas y entre bien el adhesivo. La diferencia entre secar mucho y secar lo suficiente es muy difícil.
● Un paso: AUTOGRABADO: Se hacen con el barrillo dentinario de por medio. Pierdes calidad y versatilidad.
– Un paso: Son todo en uno, un solo frasco que contiene todo, funciona y es suficiente para no es lo mejor ni mucho menos.
– Dos frascos: Un material que graba e imprima a la vez, es una resina ácida que se labra su propio camino y luego el adhesivo.
NOTA*: cuantos menos pasos más comodidad y seguridad, pero menos eficacia.
CVI/CVI-R (los de policarboxílico): tienen grabado-imprimador (ácido policarboxílico) y luego el material de obturación (policarboxílico con algo más). Hay adhesión real, es la adhesión verdadera, gracias al ácido policarboxílico. Hay que hacer y secar después del grabador-imprimador.
– Cuanto más abajo en la tabla, peor calidad.
IMP: Siempre que usas un grabador, separado (un producto que sea solo un grabador), hay que quitarlo, lavarlo y secarlo (en algunos de los pasos anteriores no sale mencionado esto pero hay que hacerlo).
TABLA CON LOS EJEMPLOS: Adhesivos para esmalte y dentina.
Si no tiene metil-metacrilato nos e forma la capa.
– MonoMA (mono metil metacrilato).
– Hema (Hidroxietil metacrilato).
El solvente sirve para disminuir la viscosidad, suele ser alcohol o acetona, entran, persiguen el agua y arrastran consigo las resinas, las vuelven más fluidas, eso es lo que hacen las resinas, que siempre que hay imprimador tiene que haber solventes, disminuyen la viscosidad del imprimador, que entre muy bien. Y dejan la resina.
En imprimador y adhesivo: En uno de ellos está el iniciador y en el otro el activador.
ADHESIVOS PARA ESMALTE Y DENTINA. SOLVENTES
– Necesarios por la naturaleza hidrofílica de la dentina.
■ Disminuyen la viscosidad de los imprimadores y adhesivos (polímeros).
■ Transportan a los polímeros (teóricamente) hasta el final de la zona desmineralizada.
■ El problema está en que luego hay que quitarlos. Su evaporación disminuye el espesor de la capa, aunque es difícil completarla: Los remanentes pueden dificultar la polimerización (diluyen los monómeros).
– Baratos, biocompatibles, amplia disponibilidad.
– Tres grupos: Agua (23,8 PV), alcohol (54,1 PV) y acetona (200 PV). La acetona se evaporará mucho más fácilmente que el alcohol, y el alcohol mucho más fácilmente que el agua.
NOTA*: cuando pones el adhesivo, hay que secarlo levemente para que se evapore el solvente, y si es agua no se va a evaporar tan fácilmente. Lo que importa es cuanto de rápido se evapora.
ADHESIVOS PARA ESMALTE Y DENTINA. OTROS COMPONENTES
Otros componentes (según el fabricante):
– 3M (casa comercial): Copolímero del ácido polialquenóico: mejora la mojabilidad.
– Heraeus-Kulzer, Vivadent, Dentsply→ Glutaraldehído: Estabilización de las fibras colágenas y actividad antibacteriana.
– Agentes antibacterianos: MDPB, fluoruros, parabenos, tintes.




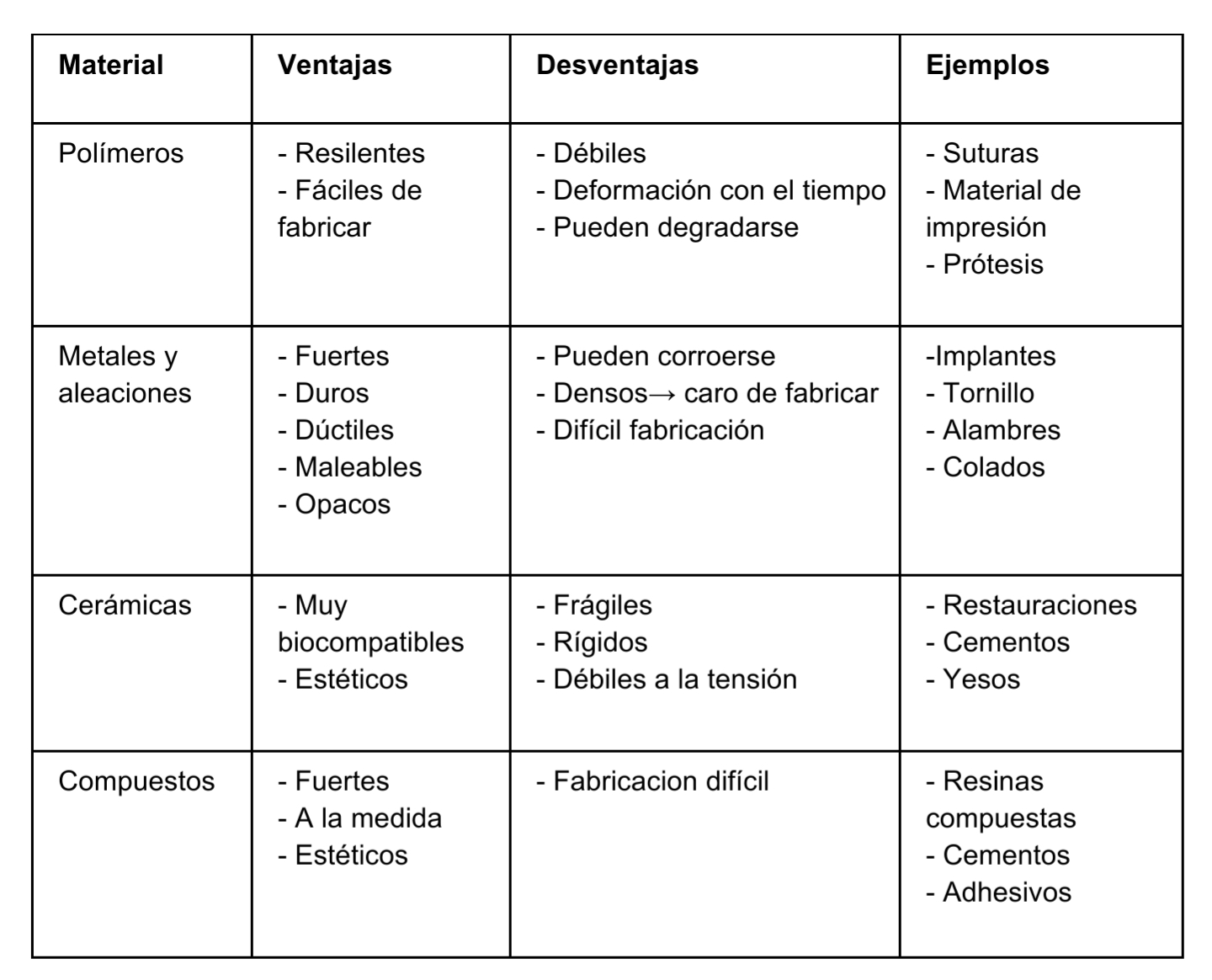{kind=link}
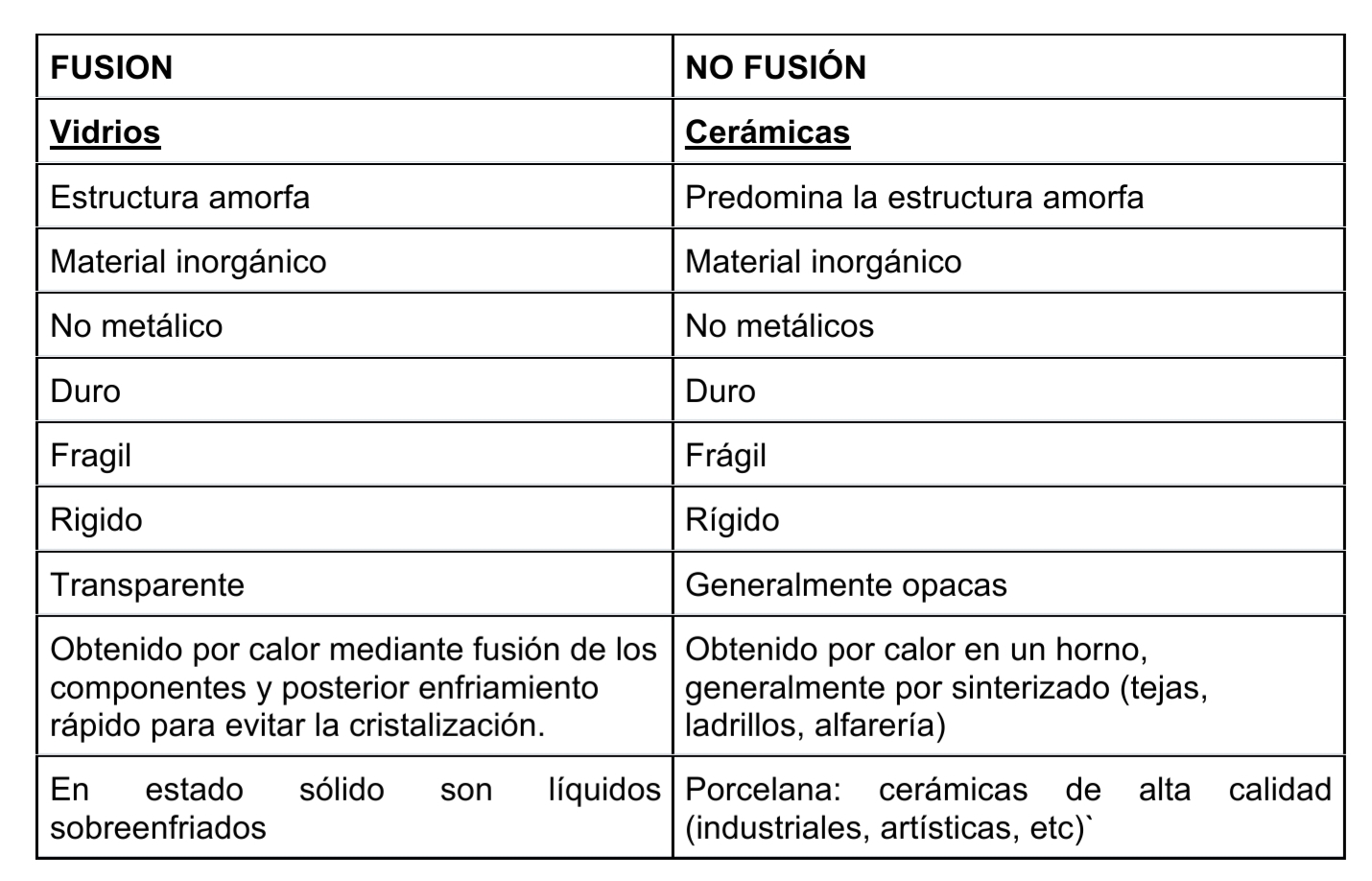{kind=link}